Temperature-Feedforward: Mehr Durchsatz im FFF 3D Druck
Stand: Juli 2026 · Lesezeit ca. 9 Minuten
Mit dem Temperature-Feedforward der RepRapFirmware lässt sich die Düsentemperatur dynamisch an den momentanen Volumenstrom koppeln. Was nach einem Detailparameter klingt, verschiebt im Großformatdruck die Grenze zwischen „prozessstabil“ und „Fehldruck“ um mehrere Kubikmillimeter pro Sekunde — und verkürzt die Druckzeit infill-lastiger Großbauteile entsprechend. Nachgemessen an einem matten PLA und produktiv im Großformat 3D Drucker CHX 350.
Im FFF 3D Druck hat sich in den letzten Jahren fast jede Stellschraube bewegt: Linearführungen wurden steifer, Input Shaping unterdrückt Resonanzen im Druckbild, Hotends wurden länger und heißer, Vorschübe von 500 mm/s und mehr sind keine Seltenheit mehr. Eine Größe blieb dabei erstaunlich unangetastet — die Düsentemperatur. Sie wird zu Druckbeginn auf einen Wert gesetzt und bleibt dort, ganze Bauteile lang, unabhängig davon, ob der Druckkopf gerade ein filigranes Detail mit 5 mm³/s nachzeichnet oder eine massive Infill-Fläche mit dem Sechsfachen davon flutet.
Genau an dieser Stelle setzt ein Feature an, das seit RepRapFirmware 3.6 produktiv verfügbar ist: das Temperature-Feedforward über den G-Code-Befehl M309 T. Es koppelt den Temperatursollwert an den Extrusionsvolumenstrom — kühl, wenn die Maschine langsam fährt, heiß, wenn der Durchsatz steigt. Dieser Artikel ordnet das Feature physikalisch ein, zeigt anhand realer Messdaten, was es im Druckprozess bewirkt, und erklärt, warum ausgerechnet eine Großformatmaschine wie der CHX 350 davon überproportional profitiert.
Der thermische Flaschenhals im FFF 3D Druck
Wer den maximalen Durchsatz eines Hotends bestimmen will, landet schnell bei einem oft übersehenen Punkt: Nicht die Mechanik und nicht die installierte Heizleistung setzen die Grenze, sondern die Geschwindigkeit, mit der Wärme aus der heißen Düsenwand in den kalten Filamentkern gelangt.
Der Vorgang ist ein klassisches Wärmeübergangsproblem. Festes Filament tritt in die Schmelzkammer ein, wird über die beheizten Wände aufgeschmolzen und verlässt die Düse als homogene Schmelze. Damit dieser Übergang vollständig abläuft, muss jeder Volumenabschnitt lange genug in der heißen Zone verweilen, um durchzuerwärmen. Steigt der Volumenstrom, sinkt diese Verweilzeit proportional — die Wärme hat schlicht weniger Zeit, bis in den Kern vorzudringen.
Entscheidend ist dabei die geringe Wärmeleitfähigkeit von Polymeren. Für PLA nennt die Literatur eine Spanne von rund 0,06 bis 0,19 W/(m·K), mit häufig zitierten Werten um 0,10 bis 0,13 W/(m·K) — selbst der obere Rand liegt damit etwa drei Größenordnungen unter Aluminium. Wärme wandert also nur zäh aus der heißen Kanalwand in den Filamentkern. Maßgeblich ist die daraus folgende Temperaturleitfähigkeit (thermische Diffusivität) α = k/(ρ·cp): Mit ρ ≈ 1300 kg/m³ und cp ≈ 2 kJ/(kg·K) im Schmelzbereich ergibt sich eine Größenordnung von etwa 0,03 bis 0,08 mm²/s. Wie weit die Wärmefront in einer gegebenen Verweilzeit vordringt, skaliert dabei nur mit der Wurzel der Zeit: δ ≈ √(α·t).
Anschaulich heißt das: In etwa einer Sekunde Verweilzeit erreicht die Wärmefront nur einige Zehntelmillimeter — wenig gegenüber dem Radius des Schmelzkanals. Und das verschärft sich mit steigendem Durchsatz: Verdoppelt man ihn, halbiert sich die Verweilzeit — und umgekehrt würde eine doppelt so tiefe Durchwärmung die vierfache Verweilzeit erfordern. Der kalte Kern in der Mitte des Schmelzkanals wächst, die mittlere Schmelzetemperatur an der Düse sinkt, die Viskosität steigt überproportional, und der zum Fördern nötige Druck wächst, bis das System in Unterextrusion, Skipping oder im Extremfall in eine Düsenverstopfung kippt.
Genau dieses Wärmeübergangsproblem greifen High-Flow-Düsen von der Hardware-Seite an. Die Bondtech CHT etwa teilt das Filament am Einlass in drei dünnere Stränge, vergrößert so die Kontaktfläche zur heißen Wand und erwärmt die Schmelze auch von innen — sie verkürzt damit exakt jenen Leitweg, den die Wurzel-Abschätzung beschreibt. Hardware-Düse und Temperature-Feedforward schließen sich dabei nicht aus, sondern ergänzen sich: Die Geometrie hebt das Grundniveau der Durchsatzkennlinie an, und weil auch High-Flow-Düsen bei Spitzendurchsatz von einer höheren Schmelzetemperatur profitieren, liefert M309 T genau diese Anhebung — dynamisch und nur dann, wenn der Fluss sie verlangt.
Warum mehr Heizleistung allein nicht hilft
Die naheliegende Reaktion — „dann eben einen stärkeren Heizer“ — greift zu kurz. Rechnet man die rein energetisch nötige Schmelzleistung aus, fällt sie überraschend gering aus: 32 mm³/s entsprechen bei einer Dichte von 1,3 g/cm³ rund 0,042 g/s. Multipliziert mit der spezifischen Schmelzenthalpie von PLA — etwa 400 J/g für Erwärmung auf Extrusionstemperatur samt Schmelzwärme — ergibt das eine Heizleistung von nur etwa 17 W. Ein handelsüblicher 40- oder 50-W-Heizer hat damit reichlich Reserve.
Das Problem ist also kein Leistungs-, sondern ein Kinetikproblem: Die Wärme kann zwar bereitgestellt werden, sie gelangt nur nicht schnell genug in den Werkstoff. Der einzige physikalisch wirksame Hebel dagegen ist die treibende Temperaturdifferenz zwischen der heißen Schmelzzonenwand und der kühleren Schmelze. Da der Heizblock an dieser Wand anliegt, lässt sie sich allein über den Heizblock-Sollwert anheben: Ein höherer Sollwert vergrößert den Temperaturgradienten — und damit den Wärmestrom in das Polymer.
Diese Anhebung scheint an eine harte Grenze zu stoßen: PLA degradiert oberhalb von etwa 240–250 °C zunehmend (Kettenspaltung, Verfärbung, Ausgasung). Entscheidend ist aber, dass dieser Schwellwert für die Temperatur des Polymers gilt — nicht für den Heizblock-Sollwert. Und genau hier zahlt sich die Trägheit der Wärmediffusion aus: Bei hohem Durchsatz ist die Verweilzeit so kurz, dass die Schmelze den Heizblock-Sollwert gar nicht erreicht. Ein Sollwert von 255 °C bei 32 mm³/s bedeutet deshalb nicht, dass das PLA 255 °C annimmt — es bleibt deutlich darunter. Gefährlich wäre dieselbe Temperatur nur bei niedrigem Durchsatz: Dort hätte die Schmelze Zeit, sich dem Sollwert anzugleichen und auf diesem Niveau zu verweilen — mit Oozing, Stringing und thermischem Abbau als Folge. Daraus folgt die Auslegung unmittelbar: hohe Temperatur nur dann, wenn der Durchsatz hoch ist — also genau das, was M309 T leistet.
Die Feedforward-Philosophie der RepRapFirmware
Der Ansatz dahinter ist charakteristisch für die RepRapFirmware von Duet3D. Statt thermische Störungen erst zu messen und dann nachzuregeln — was prinzipbedingt zu spät kommt —, arbeitet die Firmware konsequent mit Vorsteuerung (Feedforward): Bekannte, bevorstehende Lasten werden vorausschauend kompensiert. Der Befehl M309 bündelt diese Idee in drei Stufen:
M309 S— Leistungs-Feedforward (seit RRF 3.4): Ein PWM-Vorhalt, der proportional zum Filamentvorschub zusätzliche Heizleistung einspeist, um die Temperatur trotz steigender Extrusionsrate konstant zu haltenM309 T— Temperatur-Feedforward (neu in RRF 3.6): Hebt nicht die Leistung, sondern den Sollwert selbst an — als Funktion des Vorschubs (Kelvin pro mm/s Filamentvorschub). Damit kann die Temperatur niedrig sein, wenn langsam gefahren wird, und hoch, wenn schnell gefahren wirdM309 A— Vorhaltzeit (neu in RRF 3.6): Eine Vorlaufzeit von bis zu 100 ms, mit der die Anpassung dem eigentlichen Verfahrbefehl vorauseilt, damit die richtige Temperatur bereits anliegt, wenn der schnelle Abschnitt beginnt
Bemerkenswert ist die Entstehungsgeschichte von M309 T: Der Vorschlag, das Feedforward über den Sollwert statt nur über die Leistung zu führen, stammt aus der Entwicklungsarbeit bei Meltingplot; die Implementierung in die Firmware übernahm RRF-Maintainer David Crocker (dc42). Das Feature ist damit aus dem realen Anwendungsbedarf einer Großformatmaschine in den offenen Firmware-Stack zurückgeflossen.
Nachgemessen: PLA NX2 MATT im Volcano-Hotend
Die Theorie wird an einem konkreten, dokumentierten Materialfall greifbar. Als Referenz dient das PLA NX2 MATT von Extrudr in 2,85 mm, verarbeitet über ein Volcano-Hotend mit langer Schmelzzone. Das technische Datenblatt des Herstellers gibt einen maximalen volumetrischen Durchsatz von 21 mm³/s und ein Düsenfenster von 200–230 °C an.
Diese Angabe deckt sich nahezu perfekt mit der Messung im statischen Betrieb: Ohne jede Temperaturanhebung lässt sich das Material bei 220 °C dauerhaft und prozessstabil mit etwa 22 mm³/s extrudieren. Das ist die thermische Decke des Materials bei diesem Heizblock-Sollwert — exakt der wärmeübergangslimitierte Arbeitspunkt, der oben beschrieben wurde. Schaltet man nun das Temperature-Feedforward zu und lässt den Sollwert mit dem Durchsatz mitwandern (Basis 225 °C, T6), verschiebt sich diese Decke deutlich:
- bei einem Heizblock-Sollwert von rund 251 °C sind 28 mm³/s dauerhaft prozessstabil,
- bei rund 255 °C lassen sich 32 mm³/s nur noch intermittierend erreichen: Hier ist die Verweilzeit so kurz, dass die Schmelze gerade noch ausreichend durchwärmt — im Dauerbetrieb kippt der Prozess in Unterextrusion
Wichtig ist die Einordnung dieser Zahlen: Es sind Heizblock-Sollwerte, nicht die Temperatur des Polymers. Die Schmelze bleibt bei diesen kurzen Verweilzeiten deutlich kühler — deshalb verträgt das PLA einen 255-°C-Sollwert, obwohl er weit über dem Herstellerfenster und der Degradationsschwelle liegt. Je höher der Heizblock-Sollwert, desto größer der Wärmestrom in die schnell strömende Schmelze und desto höher der stabil förderbare Volumenstrom — das charakteristische Verhalten eines wärmeübergangslimitierten Systems.
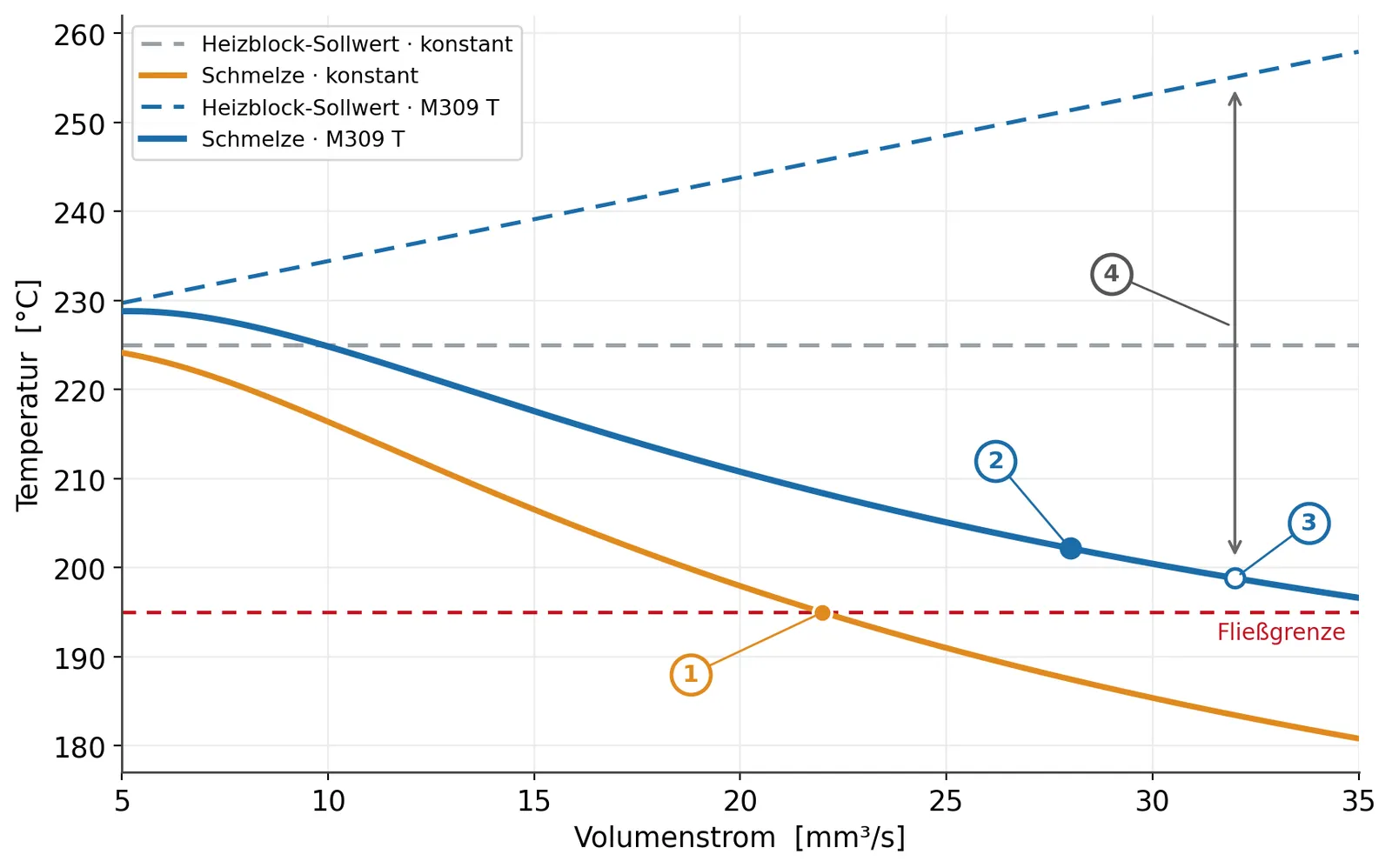
Der Zugewinn ist messbar: Gegenüber dem gemessenen statischen Basiswert von 22 mm³/s steigt der dauerhaft stabile Durchsatz auf 28 mm³/s — ein Plus von rund 27 %, allein durch die dynamische Temperaturführung, ohne jede Änderung an Mechanik oder Hotend. Bezogen auf die offizielle Datenblattangabe von 21 mm³/s sind es +33 %. Im intermittierenden Spitzenbetrieb lassen sich kurzzeitig bis 32 mm³/s erreichen — nutzbar, um einzelne schnelle Infill-Schübe abzufedern, aber nicht als Dauerdurchsatz belastbar.
Die hier genannten Zahlen gelten für das Volcano mit 25,2 mm Schmelzzone und skalieren mit der Geometrie. Hotends für deutlich höhere Volumenströme — bis etwa 100 mm³/s — erreichen das in der Regel über eine längere Heizzone (üblich sind 40–50 mm): Sie verlängert bei gegebenem Durchsatz die Verweilzeit und hebt damit die wärmeübergangslimitierte Decke an. Am Prinzip von M309 T ändert das nichts — nur Basis und T-Steigung fallen je nach Verweilzeit anders aus; der Mechanismus bleibt identisch.
Dynamische Sollwertführung über die Schicht
Der eigentliche Vorteil von M309 T liegt nicht im erhöhten Spitzenwert allein, sondern in der Dynamik. Eine reale Druckschicht ist ein ständiges Wechselspiel aus Durchsatzregimen: langsame Außenkonturen, schnelle Solid-Infills, sehr langsame Bridges, mittelschnelle Sparse-Infills, filigrane Detailpartien. Eine statische Temperatur muss für all diese Phasen denselben Wert tragen — und damit zwangsläufig den falschen.
Abbildung 2 stellt beide Strategien über eine repräsentative Schicht gegenüber. Oben das Volumenstromprofil, unten der resultierende Heizblock-Sollwert. Die gestrichelte Linie zeigt den statischen Ansatz: Um die Spitze von 28 mm³/s im Solid-Infill überhaupt zu ermöglichen, müsste der Heizblock-Sollwert durchgehend bei rund 251 °C liegen — auch während der Bridge, auch im langsamen Überhang. Die durchgezogene Kennlinie führt den Sollwert dagegen dynamisch mit dem Durchsatz: rund 251 °C nur im schnellen Infill, abgesenkt auf etwa 230 °C im langsamen Detail.
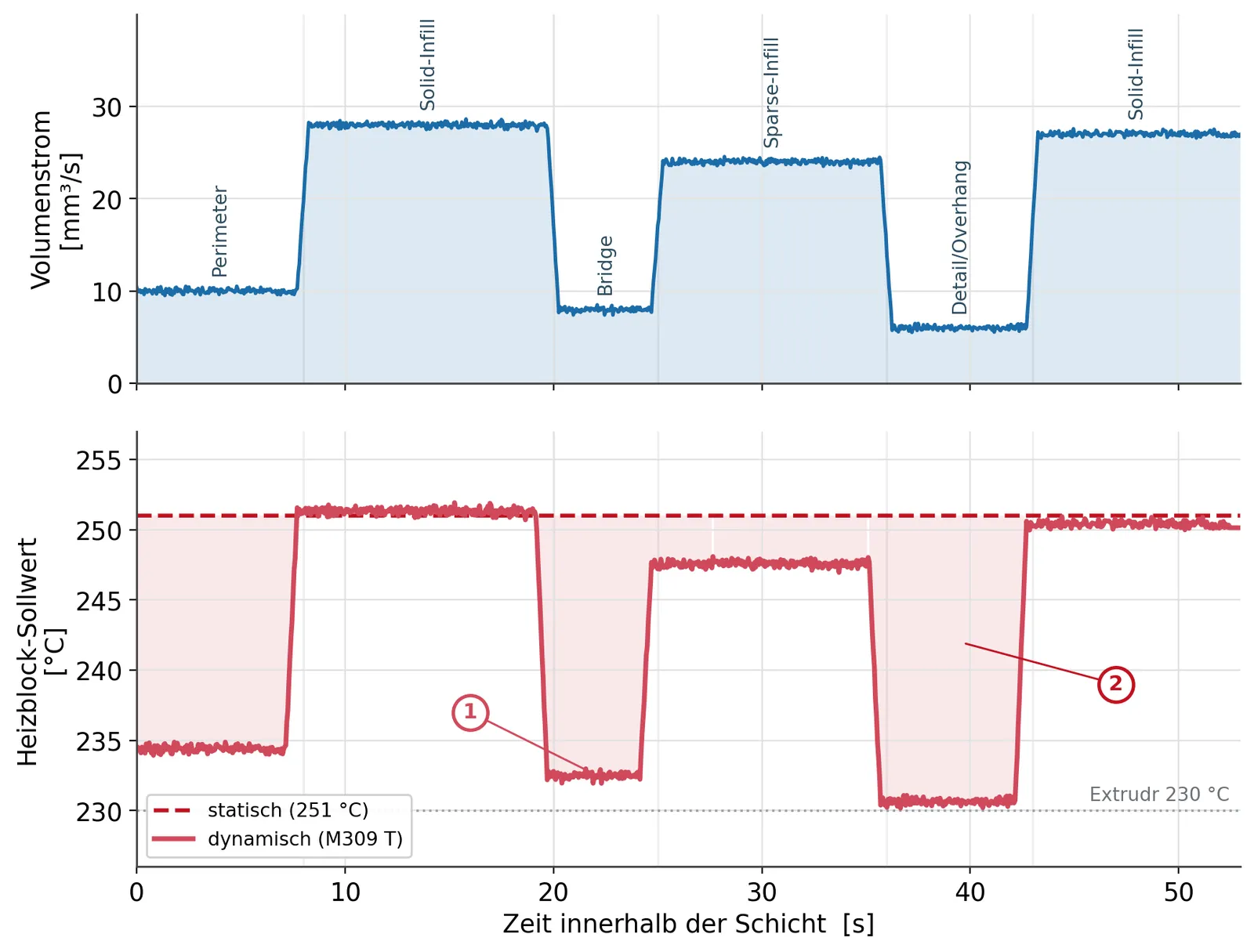
Die schraffierten Flächen zeigen, was die statische Strategie kostet: In den langsamen Segmenten liegt der statische Sollwert bis zu rund 20 K höher, als der Prozess es bräuchte. Die Folgen sind bekannt und im Großformat besonders teuer — verstärktes Oozing, Stringing über lange Leerwege, sichtbares „Bleeding“ an Überhängen und eine kumulierte thermische Belastung des Materials, die bei matten und gefüllten PLA-Typen zu Glanzgradverlust und Verfärbung führt. Die dynamische Führung vermeidet beides: Sie hält den Wärmeeintrag dort niedrig, wo er schadet, und stellt ihn nur dort bereit, wo der Durchsatz ihn verlangt.
Der Lastsprung: warum der Vorhalt entscheidet
Bleibt die Frage nach der Trägheit. Ein Hotend hat eine thermische Zeitkonstante von mehreren Sekunden — würde der Sollwert erst im Moment des Durchsatzsprungs angehoben, käme die Wärme zu spät. Genau hier greift das Zusammenspiel aus Leistungs-Feedforward (S), Temperatur-Feedforward (T) und Vorhaltzeit (A).
Abbildung 3 zeigt das transiente Verhalten an einer Durchsatzstufe — dem Moment, in dem der Druckkopf aus einer langsamen Kontur in ein dichtes Infill eintritt. Ohne Feedforward reagiert allein der PID-Regler, und zwar erst, nachdem der kalte Filamentzustrom dem Heizblock bereits Wärme entzogen hat: Die am Heizblock gemessene Temperatur bricht um einige Kelvin ein, und der Regler braucht Sekunden, um den Einbruch aufzuholen und gleichzeitig auf den höheren Sollwert zu klettern. In genau diesem Zeitfenster entsteht die typische Anlauf-Unterextrusion am Beginn schneller Flächen.
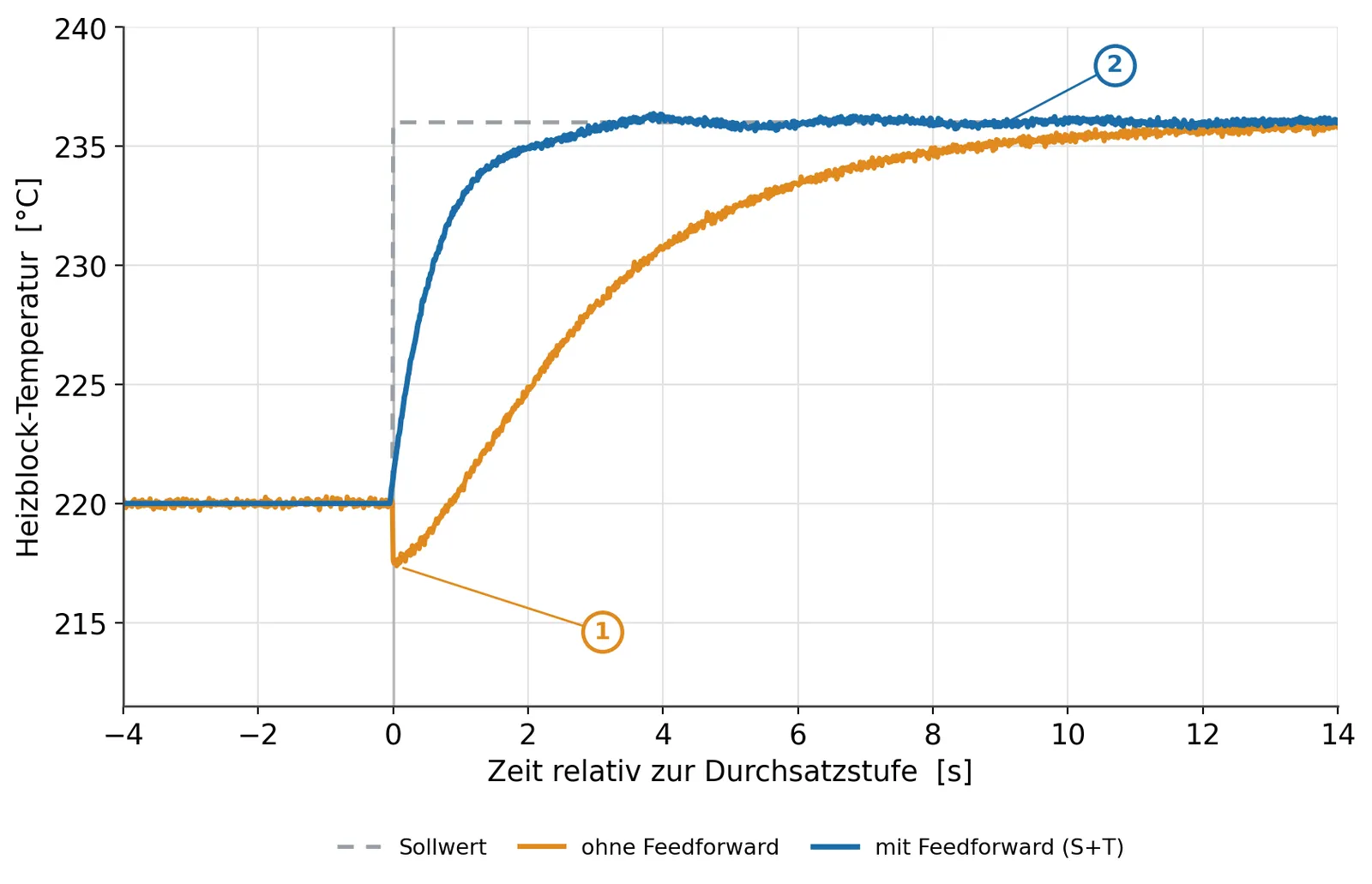
Mit aktivem Feedforward wird die zusätzliche Heizleistung dagegen vorgehalten: Der Leistungs-Feedforward speist in dem Augenblick Energie ein, in dem der Volumenstrom steigt, und die Sollwertanhebung zieht die Zieltemperatur mit — noch bevor der PID-Regler einen Temperaturabfall überhaupt registrieren würde. Das Ergebnis: Der Einbruch verschwindet, die erste Bahn der schnellen Fläche wird bereits sauber gefördert.
Damit dieser Vorhalt überhaupt greifen kann, braucht der Heizer allerdings ausreichend Leistungsreserve — und hier ist eine Präzisierung der oben genannten Energiebilanz wichtig. Die rund 17 W beschreiben nur die Schmelzleistung im stationären Zustand. Der Lastsprung verlangt deutlich mehr: Der Heizer muss gleichzeitig den kalten Filamentzustrom abfangen und den Sollwert binnen Sekundenbruchteilen gegen die thermische Trägheit von Block und Düse anheben. Steht der Heizer im schnellen Segment bereits nahe der Sättigung, bleibt für den Vorhalt schlicht keine Leistung übrig, und die Temperatur bricht trotz korrekt parametriertem Feedforward ein.
In der Praxis heißt das: lieber großzügig dimensionieren. Im Aufbau bei Meltingplot hat sich ein 70-W-Heizer bewährt — ein 40-W-Element reichte für die geforderten Durchsatzsprünge nicht aus, ein 60-W-Element war zu knapp, um den Sollwert-Vorhalt zuverlässig zu erreichen. Aus demselben Grund liegt die Basistemperatur bei 225 statt 220 °C: Den Sprung von 220 °C auf die bei 32 mm³/s nötigen rund 255 °C schafft der Heizer nicht schnell genug; eine um wenige Kelvin höhere Basis verkürzt den im Lastsprung zu überbrückenden Hub. Der scheinbare Widerspruch zur Eingangsthese löst sich damit auf: Das Aufschmelzen ist kein Leistungsproblem — die Dynamik hingegen sehr wohl ein Reserveproblem.
Von der Firmware zur Maschine: der CHX 350
Dass dieses Feature ausgerechnet aus dem Umfeld eines Großformatdruckers stammt, ist kein Zufall. Im Großformat potenziert sich jeder der genannten Effekte. Ein 350-Liter-Bauraum bedeutet lange Bahnen, große Solid-Flächen und Druckzeiten von vielen Stunden bis Tagen — jedes Prozent mehr stabiler Durchsatz schlägt unmittelbar auf die Maschinenbelegung durch, und jeder vermiedene Fehldruck spart ein Vielfaches an Material und Zeit. Der Sprung von 22 auf 28 mm³/s wirkt dabei auf die durchsatzlimitierten Abschnitte eines Bauteils — je größer deren Anteil, desto stärker verkürzt sich die Gesamtdruckzeit.
Der CHX 350 von Meltingplot ist konsequent auf geschlossene Regelkreise ausgelegt — mechanisch wie thermisch. Die Core-IDEX-Kinematik führt X-, Y- und U-Achse im geschlossenen Regelkreis über 14-Bit-Magnetencoder, die Schrittverluste erkennen und Positionsabweichungen in Echtzeit korrigieren. Eine scannende Z-Sonde vermisst den 880 mm breiten Bauraum mit 840 Messpunkten in wenigen Minuten; der wassergekühlte Druckkopf erreicht bis 400 °C und ist in der Hochdurchsatzvariante auf bis zu 100 mm³/s ausgelegt. Auf einer Duet-3-Steuerung mit RepRapFirmware bildet M309 T hier das thermische Pendant zur mechanischen Präzision: Während die Encoder die Achsen auf der Bahn halten, hält das Temperature-Feedforward die Schmelze im Durchsatzfenster — beide Regelkreise arbeiten vorausschauend statt nachregelnd.
Der Effekt ist im Produktivitätsvergleich der Maschine ablesbar. Wo die Vorgängergeneration ein großes PETG-Bauteil mit 40 % Gutteilquote und entsprechend vielen Fehlversuchen druckte, erreicht der CHX 350 90 % — ein Sprung, der nicht aus einer einzelnen Innovation entsteht, sondern aus der Summe aus geschlossenem Regelkreis, geschlossenem Bauraum und vorausschauender Prozessführung, zu der das Temperature-Feedforward gehört.
Fazit
M309 T zeigt, dass die nächste Stufe der FFF-Produktivität nicht zwingend aus neuer Hardware kommt, sondern aus der klügeren Nutzung längst bekannter Physik. Indem die Düsentemperatur dem Volumenstrom folgt statt starr zu verharren, lässt sich der dauerhaft stabile Durchsatz messbar steigern — im gezeigten Fall von 22 auf 28 mm³/s, also um rund 27 % gegenüber dem gemessenen Basiswert bzw. +33 % gegenüber der Datenblattangabe — bei gleichzeitig niedrigerer mittlerer thermischer Belastung des Werkstoffs.
Dass M309 T aus dem realen Durchsatzengpass eines deutschen Großformatherstellers heraus vorgeschlagen und in die quelloffene RepRapFirmware aufgenommen wurde, zeigt, worin die Stärke dieser Plattform liegt: nicht im einzelnen Parameter, sondern im offenen Rückkopplungskreis zwischen Maschinenbau, Materialpraxis und Firmware-Entwicklung. Der CHX 350 ist aus genau diesem Zusammenspiel hervorgegangen — und treibt es zugleich weiter.
Hinweis zu den Abbildungen: Abb. 1 und die Betriebspunkte beruhen auf Messungen am Extrudr PLA NX2 MATT (2,85 mm) im Volcano-Hotend. Abb. 2 und Abb. 3 sind modellbasierte Darstellungen des dynamischen bzw. transienten Verhaltens auf Grundlage dieser Messpunkte und der dokumentierten M309-Parametrik der RepRapFirmware 3.6. Quellen zur Wärmeleitfähigkeit von PLA: Zmeskal et al., AIP Conf. Proc. 2305, 020022 (2020); ACS Applied Polymer Materials (2025); Spinelli et al., Macromol. Symp. (2022).
Über Meltingplot
Meltingplot ist ein familiengeführtes Unternehmen mit Sitz in Kiel. Wir entwickeln und fertigen industrielle FFF-Großformatdrucker für den produzierenden Mittelstand in Deutschland — Maschinenbau, Werkzeugbau, Sondermaschinenbau und deren Zulieferer. Dazu bieten wir Hochleistungsfilamente an, die wir gemeinsam mit spezialisierten Materialpartnern auf unsere Drucker abgestimmt haben.
Wer bei uns anruft, spricht mit dem Ingenieur, der die Maschine entwickelt hat. Entwicklung, Fertigung und Kundendienst der Drucker liegen in einer Hand — wer entscheidet, nimmt auch das Telefon ab. Das ist die Arbeitsweise, die zu den Betrieben passt, für die wir bauen.